
{kind=link}
tgoop.com/metalformingforall/916
Last Update:
Volvo Tool & Die: передовое производство штампов на заводе Олофстрём (Швеция). Очередное подтверждение того факта, что шведы заняли свое место в ряду наций, наиболее причастных к инновациям и развитию технологии процессов листовой штамповки — материал International SheetMetal Review. Мне уже приходилось писать об инструментальном производстве Volvo (https://www.tgoop.com/metalformingforall/401) и их опыте запуска штампов для структурных деталей из сверхвысокопрочных сталей, но в данном случае речь идет о некоторых общих и системных принципах Volvo при производстве оснастки, которые должны считаться основополагающими, и которые отныне нельзя игнорировать никому в мире — изложу их как можно более сжато и кратко. При этом надо держать в голове интересный факт: шведы массово производят штампы не только для «родных» прессовых линий в Швеции и Китае, но и для азиатских стран и США (в том числе для подрядчиков); то есть у них есть уникальная возможность для систематизации данных и капитализации опыта — воспроизводить один и тот же поток несколько раз, в процессе разных волн индустриализаций, на разных линиях и в разных странах, и с каждой итерацией совершенствовать процесс.
1) Широчайшее применение компьютерного моделирования (симуляций), вплоть до виртуальных наладок. Теснейшее сотрудничество со швейцарцами Autoform необходимо не только для возможностей кастомизации стандартных карт материалов, чтобы как можно ближе «симулировать» механические свойства заготовки, но и для как можно близкой имитации условий трения (модуль Triboform), чтобы коэффициент трения варьировался по зонам (понятно, что он должен быть самым суровым в зоне перетяжных ребер, по входящему радиусу матрицы и пр.). Triboform применяется на самых ранних стадиях проработки процесса.
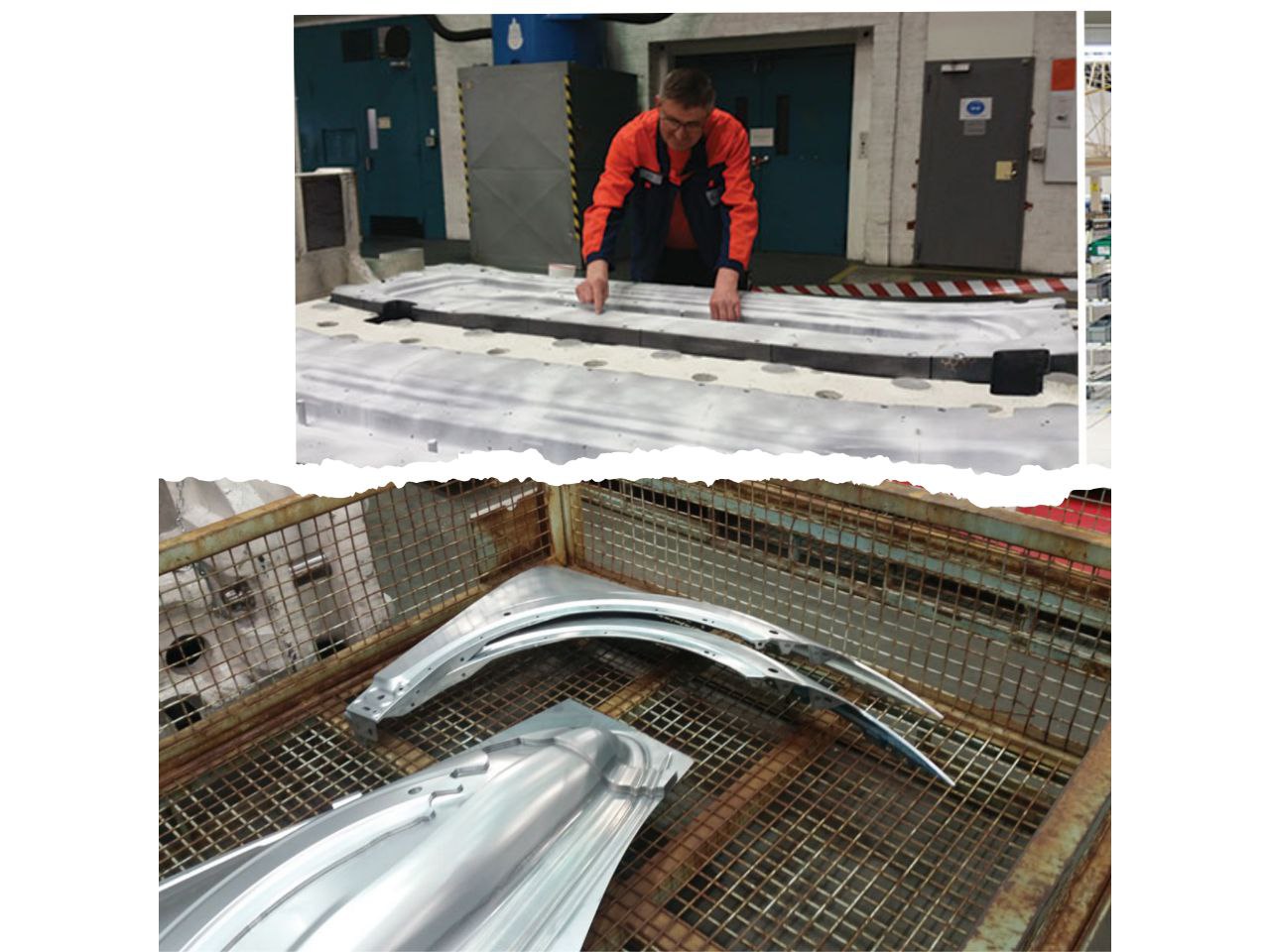
2) Тесная связь департамента разработки технологии с командой внедрения (запуска штамповки). Людям вроде меня передают результаты компьютерного моделирования для того чтобы те проверяли их в реальном мире; в свою очередь, процесс реальной наладки является ценнейшим источником данных для набора статистики и получения реальной картины процесса, которая, в свою очередь, должна быть интегрирована в цифровую модель / симуляцию. Понятное дело, что с каждым новым запуском одних и тех же потоков штампов боковин, крыльев и проч. модель становится всё более совершенной, а наладка становится все более простой и предсказуемой. Добавлю тут, что на смену симуляциям приходят цифровые двойники и метамодели как результат глубокой проработки результатов на примерах многих и многих запусков штампов для схожих типов деталей (см. исследование от тех же шведов: https://www.tgoop.com/metalformingforall/793).
3) Чем дольше идет проработка процесса — тем лучше результат на выходе. Банальная истина, но никакие симуляции не отменяют человеческого фактора и необходимости тщательной, я бы даже сказал, творческой работы над процессом, особенно с учетом всё более утонченного дизайна кузовных панелей, и всё более изощренных марок сталей для штамповки. Здесь, например, специалисты с Volvo признаются в том, что для запуска штампов передних крыльев с новым для них дизайном им необходимо два года. Это неудивительно, так как нормой стало производить передние крылья либо из высокопрочных сталей класса Bake Hardening (тут едины все, от Mercedes до LADA), либо из алюминиевых сплавов. (продолжение ниже). #volvo #немного_матчасти #аналитика #benchmarking
Поддержать канал:
5469550046228679
BY ⚙️ Блог Штамповщика

Share with your friend now:
tgoop.com/metalformingforall/916